您好!欢迎来到厦门鼎星五金制品有限公司
TEL: 0592-5217369 0592-5217269

厦门鼎星五金制品有限公司位于福建省厦门市湖里区,公司引进先进的弹簧机、扭簧机、压簧机及电脑机等弹簧加工设备从事压簧、拉簧、扭簧及各种精密弹簧的加工制造。其原材料来自韩国、德国、日本等地。所生产的产品主要用于机械、电子、通迅、 家用等行业。

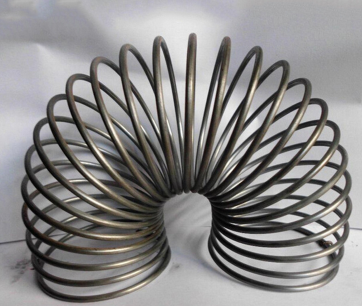
怎么选购厦门压缩弹簧厦门压缩弹簧是承受轴向压力的螺旋弹簧,它所用的材料截面多为圆形,也有用矩形和多股钢萦卷制的,弹簧一般为等节距的,不同材质、大小的厦门压缩弹簧适用的环境不同,选择合适的厦门压缩弹簧需要考虑以下因素。 1.制造材料选择。根据厦门压缩弹簧所承受的力量和所处环境的特点选择合适的材料。例如,机械弹簧通常使用高碳钢或镍铬钼合金钢,而化学设备则可能选用不锈钢或高温合金钢。 2.弹簧的最大载荷。厦门压缩弹簧的最大载荷应该在设计过程中考虑到,以保证在使用中不会超载。如果弹簧长期处于超载状态,将会影响弹簧的寿命。 3.圈数选择。圈数取决于弹簧的自由长度和所需的压缩量。自由长度是弹簧未受负载的长度,而压缩量则是弹簧装配到机器后所需被压缩的长度。厦门压缩弹簧在设计中需要根据所需压缩量和变形量计算,从而确定合适的圈数。 4.直径和线径的选择。直径和线径是影响厦门压缩弹簧刚度和负载能力的关键因素。直径越大,负载能力越大,刚度系数也越高;线径则直接影响弹簧的刚度,线径越大,弹簧刚度系数也越大。在设计中需要根据所需负载和变形量等参数计算出合适的直径和线径。 厦门压缩弹簧选型是一个复杂的过程,需要考虑到多种因素。根据不同应用场合的要求,选择合适的外径、线径、线圈数和弹簧的材料,以确保厦门压缩弹簧的弹性和可靠性。
地址:厦门市同安区西柯镇潘涂村三落里97号
电话:0592-5217369 / 0592-5217269
手机:13666095079
邮箱:895725787@qq.com
厦门鼎星五金制品有限公司 版权所有©2018-2019
技术支持:厦门脉搏网络科技有限公司
网站备案号:闽ICP备19001155号-1